13018353500
18696653500

企业名称:重庆丰冀宝源机电有限公司
联系人:李先生
电话:023-67327318
手机:13018353500/18696653500
邮箱:506017950@qq.com
网址:www.cqfjby.cn
地址:重庆市九龙坡区高新机电市场C3区-18号
1工程机械液压管路件常见故障
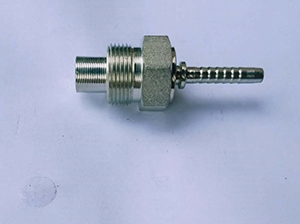
重庆液压油管接头介绍工程机械中液压管路件常见故障主要有液压胶管总成故障和液压钢管总成故障!管接头故障3种"液压胶管总成是液压胶管(钢丝缠绕!编织胶管,棉线胶管等)与管接头(芯子!外套!螺母或法兰芯)经专用设备扣压连接形成组合件,可直接与液压管路中其它部件装配连接"液压钢管总成一般由无缝钢管与管接头焊接而成,也有将卡套!螺母直接装配在钢管上的卡套式总成"。
1.1液压胶管总成故障的类型!原因及解决办法
对液压胶管总成来说,扣压部位是整个总成的较为薄弱部位,发生的质量问题多集中于此"此外,由于橡胶存在老化问题,当超过一定期限时,扣压部位也会发生渗漏"因此,液压胶管总成属于易损件,应定期更换,以免酿成事故"液压胶管总成常发生的故障类型有如下6类:扣压部位渗漏!胶管炸裂!胶管砂眼漏油!胶管总成接头处漏油!胶管外胶龟裂!胶管内壁清洁度"。
1.1.1扣压部位渗漏
由于扣压尺寸控制不好,橡胶老化将引起扣压部分渗漏"在实际操作中,橡胶管与芯子的配合尺寸和扣压量的选择至关重要"橡胶本身的伸缩变形造成其尺寸控制较难,目前国内!外技术都没有办法将其公差控制在较小的范围内"如沈阳ISR公司生产的19管,公称直径内孔为19?0.5mm,二层钢丝编织增强层外径为27.5?0.8mm"而根据国标或部标,选用的芯子外径为19?0.1mm,外套内孔为28.5?0.1mm,外径为37?0.1mm"要将管芯装配在一起,累积公差就有?1.4mm,而橡胶的较佳压缩比为0.42~0.5mm,若再考虑到扣压后芯子和外套的收缩变形,那么单靠控制其扣压量就希翼达到极佳压缩比是比较困难的"尽管从理论上来说容易控制,但在批量生产的实际操作中困难较大"主要原因有:
橡胶管原因
橡胶管尺寸精度不统一,即使同一批胶管,不同的部位,其内孔尺寸也不一致,这是由目前胶管的生产工艺决定的"现在的胶管生产工艺有有芯编织和无芯编织两种,均只能将尺寸控制在公差范围内而不能保持均匀一致性;内胶配方和生产不能保持其硬度和成形收缩比的一致。
2)芯子!外套尺寸的影响
芯子外径和外套内径尺寸是影响扣压量的关键尺寸,目前国内生产工艺都是根据外套的收缩量来控制扣压量的"而芯子和外套的尺寸公差引入的扣压量误差却为0.3mm"。芯子!外套收缩变形的影响!
芯子!外套材质不同,其机械性能的差异所引起的扣压后变形收缩量也不一样"如果外套硬度低,扣压后塑性变形的内应力小,锁紧力就小;外套硬度高,就可能会将钢丝增强层扣断,扣压后内孔收缩后呈多边形(目前均采用多瓣式哈夫扣压机扣压),因而造成锁紧力不均,对密封极为不利"如果芯子硬度不一致,也会造成扣压后其收缩变形量不同,硬度高,变形小,易造成钢丝断裂;硬度低,变形大,芯子尾端与胶管配合处呈鞍形,橡胶实际压缩量小,容易造成渗漏"另外,因芯子!外套的内外径尺寸的偏心也会造成扣压时变形量不均匀,对密封性能也是极为不利的"所以,改进胶管生产工艺!有效控制芯子和外套的材料及扣压量等措施均可有效控制扣压部分的渗漏"。
以上便是重庆液压油管接头为大家介绍的内容,希望对大家有所帮助。
电话:18696653500/13018353500
地址:重庆市九龙坡区高新机电市场C3区-18号

 在线咨询
在线咨询